Sine pumps optimise high viscosity resin delivery
24 May 2018
One of the world’s largest wind turbine manufacturers, Enercon, relies on its pumps to deliver protective impregnating resin at its Magdeburg production facility in Germany.
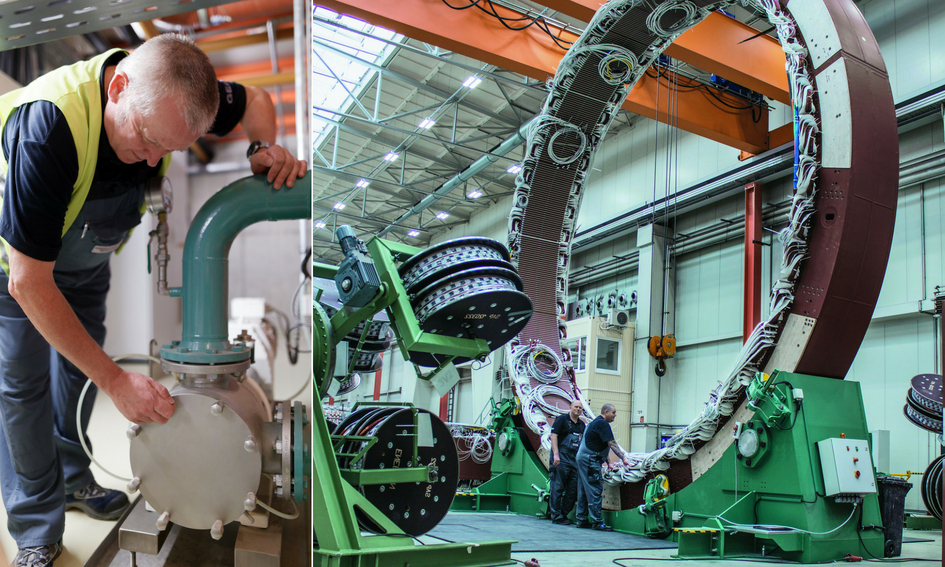
Among the core wind turbine components produced at Magdeburg is the ring generator, which during operation is exposed to particularly high stresses.
“In the interests of long service life, resin impregnation is an important process stage”, states Manfred Müller, the plant’s technical operations manager.
By performing impregnation, several objectives are achieved. Firstly, the windings of the generator are protected against humidity, dirt and chemically aggressive substances. Secondly, a potentially disturbing hum from the wind turbine is prevented and any resulting heat can be better directed to the environment.
Tough customer
However, the resin is highly viscous and this presents great challenges. The impregnating resin is first pumped from a reservoir through a pre-filter before it is directed to the dipping tank.
Despite the use of a pre-filter, formation of small lumps in the resin can never be ruled out the pumps must also be capable of transferring larger particles without sustaining damage.
“Without a cooling system, the resin naturally begins to gel quickly, which particularly with high rotational pump speeds can lead to clogging, especially of the shaft seal,” says Müller.
“As a result, the service life of the seal – and consequently the whole pump assembly – can decrease significantly.”
Achieving optimal delivery was a central concern, which made the choice of pump product vital to success. Enercon turned to Watson-Marlow Fluid Technology Group which recommended MasoSine SPS sinusoidal pumps.
Significant energy benefits derive form the fact that the rotor of the sine pump does not cut through the product
Two of these were deployed, each delivering approximately 40,000 l/h of (15,000 mPas) impregnating resin at a pumping pressure of around 4 bar (58psi), to coat the copper windings of the ring generator.
Resin ready
MasoSine sine pumps are particularly suitable for use with high viscosity fluids as the rotation of the sinusoidal rotors creates four equal circumferential chambers, into which the impregnating resin is delivered.
Sealing from the pressure side to the suction side is ensured by means of a gate on the rotor, which diverts the pumped material by 90° in the direction of rotation, or to the outlet. Since the chambers are moved as a whole, and the volume during the process does not therefore change, MasoSine sine pumps process highly viscous media with ease.
Another benefit of the MasoSine pumps at Enercon is their high suction capability, boasting a vacuum of up to 0.85 bar (12psi). This enabled efficient movement of impregnating resin from reservoir via pre-filter to dipping tank.
An additional benefit was their ability to cope with larger particles, confirms Muller:“Lumps of resin up to the size of a grape are absolutely no problem.”
Resin remains a problematic fluid, because of its tendency to gel but close cooperation between contractor and client resulted in both pumps being retrofitted with a continuous cooling system that delivers coolant from heat exchangers through the pump housing and front cover.
The cooling system ensures that a certain temperature is maintained on the mechanical seal, while gelling of resin and clogging of the seal is thus reliably and permanently prevented.
Significant energy benefits derive form the fact that the rotor of the sine pump does not cut through the product, creating minimal frictional losses. Torque does not need to be appreciably increased, so there is little rise in energy consumption with sine pumps consuming 50% less energy than comparable displacement pumps in some circumstances.
