Modern mandrels create faster factory flow
14 Sep 2018
Manual coil changes can be time consuming, not least when a plant is alternating production between a vast number of smaller contracts. Atkin Automation increased efficiency by reducing the human factor...
Eltherington, the Hull-based manufacturer of aluminium cladding, processes a vast range of coloured and textured materials in the course of its output for the leisure Industry.
However, in many cases, just a few blanks are cut from each coil of material. This inevitably increases the number of coil changes that are required.
The decoiling mandrels used for the work required substantial manual effort to expand and contract the equipment. With changeovers dependent upon operator input, downtime was an issue the company wanted to address.
So the company turned to Atkin Automation for assistance. Part of Group Rhodes based in Wakefield, an advanced manufacturer of capital equipment for the clay working, metal forming and materials handling industries, Atkin has a 70 year history of serving both UK and international markets.
Eltherington’s production staff can now carry out regular changes to the coil without operator input, via the ‘A’ frame support system
As a measure of its global reputation, the company recently noted that of its four major projects being handled by its Thetford factory, a total of three involved an international destination. Contacts included work for companies in India, Russia and Singapore.
Experts needed
Atkin Automation specialises in coil processing line equipment and produces products with punching, notching, shearing, roll forming and other automated equipment to create the production lines required by the many manufacturing companies which process high volumes of metal strip during product manufacture.
Atkin Automation’s challenge was to enable Eltherington to reduced changeover times by eliminating as much as possible the physical involvement of staff and increasing automation via the ‘A’ frame support system.
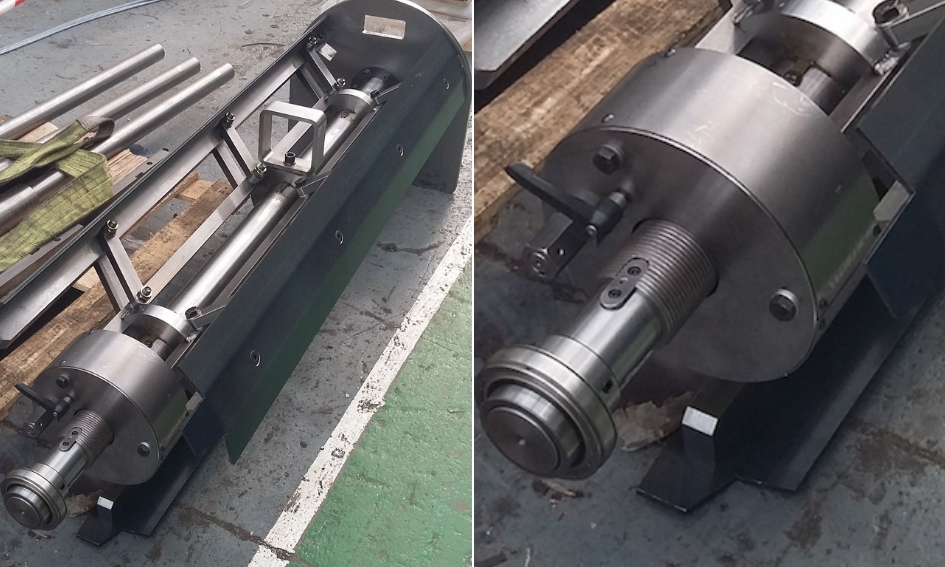
All 13 of Eltherington’s existing ‘A’ frame type decoiling mandrels were replaced with the addition of Atkin’s standard two stage mechanical gearbox (pic). Used in conjunction with a torque limited battery or pneumatic hand tool, this allows quick change-overs with no physical input from the operators.
The units which have a capacity of up to 2000Kg x 1600mm long are also balanced so that the lifting points are in the correct position when at rest for transport and loading via a fork lift tine.
Eltherington’s group manufacturing director Craig Dunn said: “Our operators are delighted with the new mandrels, which have made our changeovers far simpler and improved overall efficiency in our processes. Atkin Automation has met our requirements exactly and we expect to see production output and efficiency increase as a result.”
Automatic solution
Atkin Automation’s solution means Eltherington’s production staff can now carry out these regular changes to the coil without operator input, via the ‘A’ frame support system.
Geoff Barker, Sales Manager at Atkin Automation, said: “This project is testament to our design and production expertise in creating bespoke solutions to customer issues.
“There is a need to reduce manual handling in many industrial production processes for enhanced health and wellbeing of the workforce, and this solution for Eltherington shows how we can do this whilst also increasing efficiency.”
