Gasification equipment passes endurance test
1 Sep 2011
Equipment designed for a long operational life in particularly arduous conditions is vital for a major new project to convert low-grade coal into syngas
In the light of limited global gas and oil reserves, coal is experiencing a renaissance as a raw material. In many countries, coal gasification in particular has been receiving much attention as a process that yields synthesis gas (syngas) for use in fuelling diverse facilities.
The main advantage is that even inferior-quality coal can be converted to syngas. However, to be cost-effective, coal gasification requires
Processing facilities that must operate uninterrupted for many years, so the pumps, frequency inverters and mechanical seals must be reliable and robust.
In India, Jindal Steel & Power is building a coal gasification plant to obtain syngas for producing pig iron. The 2000ha site has space for an air separation plant, coal pressure gasifiers, a power plant and the steel mill and associated infrastructure.
The core components of the process are the gasifiers in which coal is converted to syngas by means of partial oxidation with steam and oxygen, a process that takes place at high pressure and temperature.
Downstream process
Seven fixed-bed pressure gasifiers and the requisite downstream gas conditioning and desulphurisation processes are currently being installed at the plant. A total capacity of 225,000Nm’/h of syngas is being targeted for the downstream DRI (direct reduced iron) process that yields the pig iron.
Each pressure gasifier is nearly 4m in diameter and temperatures of 1,000°C inside the reactor and up to 500°C on the outside surface demonstrate the challenges that all plant and equipment has to satisfy.
“The challenge for components [such as] the pumping systems is the combination of abrasive, aggressive and corrosive constituents in the gas liquor,” explains Thomas Wallner, a KSB engineer for the project. “The fluids can contain particles of coal measuring up to 6-8mm and account for as much as 105% by weight.
“This combination imposes particularly stringent demands on the choice of materials and the design of the system. In order to handle the gas liquor and have an operating life of at least 15 years, despite the harsh conditions of service, KSB has designed pumps especially for the application.”
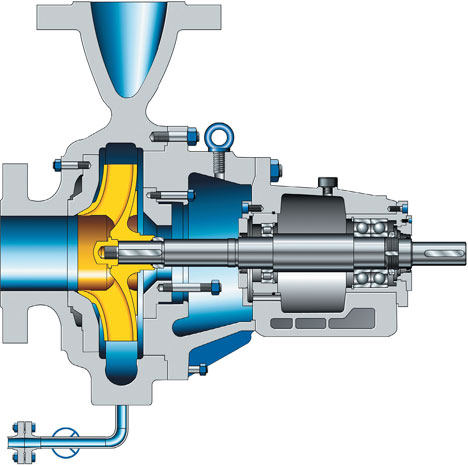
The pumps designed by KSB for Jindal Steel & Power are a hybrid type comprising the proven technology of the RPK volute casing pumps and KWP non-clogging impeller pumps. They contain Norichrom wear plates and double mechanical seals. The cast material used was selected for its resistance to wear and corrosion.
The entire process runs 24/7 in a potentially explosive atmosphere, so the pumps have to be extremely reliable to prevent the pressure gasifiers from failing. This is achieved by purpose-developed auxiliary shaft seal systems that offer increased redundancy.
KWPK non-clogging scrubber pumps are installed further downstream and, because of the huge loads with which they have to contend, they are made of cast steel and wear-resistant modified Duplex Noridur DAS. This type of pump is normally built to pressure class PN10, but KSB’s engineers have extended the range by modifying the design and materials.
The high solids content is not only hard on the materials, but also means that the pumps’ hydraulic systems and geometry, particularly that of the impellers, have had to be carefully fine-tuned to the job. Moreover, all pumps need to have optimum free passage and impart minimum shear to the pumped fluid.
“The gas liquor contains sulphur and ammonia, as well as dissolved oils that tend to become so homogeneously distributed at elevated rotational speeds that they cannot be separated out,” said Wallner.
In total, 40 KSB pumps are employed in the core process and another 60 units in peripheral processes such as coal handling, air separation and coolant circulation in the DRI process. The pumps’ nominal diameters range from DN 65 to a huge DN 350.
KSB was also responsible for sizing and selecting the motors and frequency inverters. Because of ambient temperatures of 50°C, the inverters are installed in air-conditioned cabinets some 450m distant from the plant, which gives rise to substantial EMC effects.
The job of connecting the aluminium cables also posed a significant challenge, because they have much larger cross-sections than the customary European copper cables.
After testing at the KSB Pegnitz factory, the pumps were delivered to the customer in April 2011, thereby meeting the schedule for plant commissioning later in 2011. Related projects, including the installation of additional pressure gasifiers to increase the plant’s capacity, are now being planned.
