Pumps meter can display and pay
24 Oct 2012
London – One of the last types of machinery without a display to be used in everyday processes is the pump. For this reason, the actual condition of the pump is often overlooked resulting in poor operating efficiency and the potential for premature wear and failure.
If a pump system is to be energy efficient and reliable, it has to be selected and dimensioned accurately. Furthermore it needs to be operated in the conditions specified. With this in mind, it is of concern that many pumps are run without operators knowing the pump’s actual operating point.
Having this information readily available has to be the first step in optimising the pumping system. In an automobile, a glance at the speedometer or fuel gauge is enough to optimise fuel consumption, yet for pumps there is no comparable information. Or is there?
Rising energy prices have changed the way all areas of commerce and industry thinks, with particular attention being given to the role of the pump as many pumps are often oversized. The direct impact on energy consumption is only one aspect; the pump’s operating reliability is another.
However, finding the optimum operating point is far from easy. It not only depends on the pump but also on the application. In real life, many operators monitor the pressure gauge to find out their pump’s operating condition.
A pressure gauge cannot actually reflect the current operating conditions of a pump because it only refers to the static pressure without considering the dynamic pressure component.
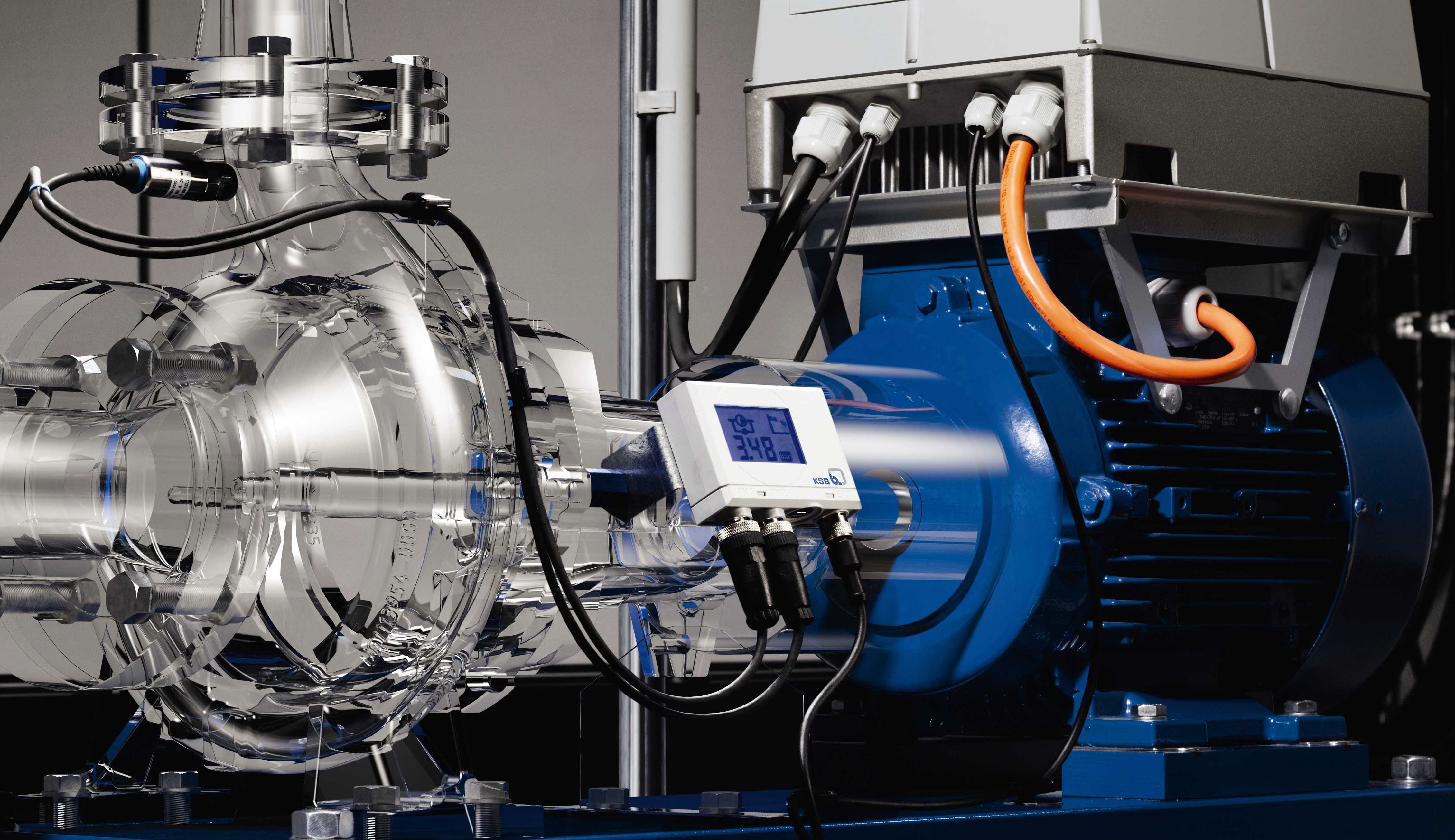
German pump manufacturer KSB AG has developed a monitoring unit , called PumpMeter, which comprises pressure sensors and an analysing display unit which is fitted to the pump.
Two sensors in the pump measure the pressure values on the suction and discharge sides and using this data the device computes the differential pressure and determines the current operating point. The display is continuously updated in real time.
The discharge-side sensor measures the pressure with a sampling frequency in the kilohertz range. The result is used to determine the vane passing frequency of the impeller. The electronics analyse these minimum pulsations to determine the speed of the pump and the drive.
This data is used to compute the motor slip and finally the motor torque and power input. Even for very flat characteristic curves the operator receives a very accurate estimate of the operating point based on the current pump input power - without the need for an extra sensor.
The power input no longer needs to be measured away from the pump, for example in a control cabinet. Power input values are simply a by-product of the pressure measurement. A load profile for the pump is recorded based on all the data compiled, providing information on the pump’s actual operating mode.
PumpMeter replaces the pressure gauges upstream and downstream of the pump, the pressure transmitter for the control functions, as well as any additional monitoring equipment. Standardised interfaces allow the data obtained to be used by a central process control system.
The display, which alternately shows various measured and calculated values, features a typical pump curve, sub-divided into four sections, illustrating in which range the pump is operating at a particular point of time.
A flashing segment on either the far left or the far right signals that action needs to be taken - either due to extremely low or excessively high flow rates. If the third segment of the characteristic curve flashes, the pump is operating in its optimum range. If the second segment (from the left) flashes, optimisation is required in the long term.
Pump user can see at a single glance if the pump’s availability could be jeopardised and if it is operating in an efficient and cost-saving manner. An additional feature, is an EFF (energy efficiency) symbol that lights up whenever significant energy savings can be made. The user can then refer to the load profile for more details.
By continuously determining the operating point PumpMeter enables the user to see the range in which the pump is positioned on the saved characteristic and the operating hours per load range. With this individual load profile pump operation can be monitored and optimised over a long time.
