Bursting discs
14 Sep 2005
The changing face of today’s process plant, with its demands for increased flexibility and reliability, is reflected in the design of bursting discs, those essential safety components found in the protection of most pressurised systems. Elfab’s Dave Porter explains.
In recent years, requirements for an efficient, flexible process plant have forced plant engineers to look beyond the simple bursting disc and consider pressure-relief systems that are compatible with wider business issues.
Traditionally, process plant was set up to run with a view to long-term stability. Today, the challenge is to increase flexibility and, as a company’s business needs change, so do its plant and processes. Plants switch to different products, processing conditions are altered and different process operation steps are switched in and out of line.
All of this takes place while new standards, both health and safety and environmental, are introduced and enforced with increasing strictness. This has driven disc manufacturers to improve disc designs and increased focus on a broader range of selection criteria.
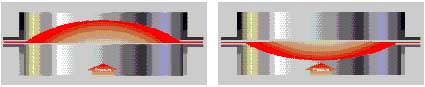
The two main types of bursting discs are categorised as forward- or reverse-acting, depending on whether the pressure forces are acting on the concave (forward acting) or convex (reverse acting) faces (see Figure 1 below).

Discs have conventionally been forward-acting, but as application demands have increased, manufacturers have started switching to reverse-acting designs. This is because, during normal operation, a reverse-acting design is able to support pressures much closer to its rated burst pressure than a forward-acting design.
The ratio of maximum (plant) operating pressure divided by the rated burst pressure is called the operating ratio of the bursting disc. Forward-acting discs typically have an operating ratio of 80 to 85%, while it is not uncommon to find reverse-acting discs with operating ratios as high as 95%. The extra operating pressure provided by a reverse-acting disc can be utilised by plant operators to increase the pressure of their process steps, which in turn could deliver an improved yield without needing to purchase a completely new reactor.
For each of the two main disc families described above, fragmenting and non-fragmenting designs are available. The older, more traditional disc designs have all been fragmenting. With these, when a burst event takes place, fragments of the disc are released into the downstream pipework, along with the contents of the vessel. This may cause fouling of downstream valves, such as secondary pressure-relief valves, and prevent them from properly re-seating, while also complicating attempts to recover or re-process vessel contents.
An example of a fragmenting disc-type is the graphite bursting disc. The photographs in Figure 2, of an Arma-Graph graphite disc from Elfab, were taken by a high-speed video camera capturing images at 2000 frames per second. The view is ‘end on’, effectively looking down the bore of the pipe, from the outlet (atmospheric) side. In the sequence of images, it is very easy to see the rupture point and subsequent fragmentation.


From the images, it is possible to measure the response time of the bursting disc. Frame 1 is a fully closed, integral disc and frame 5 shows that the disc has completely opened and is relieving the excess pressure via the full bore of the pipe. The time interval, or disc response time, is 5/2000 seconds — or just 2.5 milliseconds.
Modern disc designs (both forward- and reverse-acting) utilise scoring (adding lines of known weakness to the disc) and similar methods to ‘retain’ the disc membrane and deliver non-fragmenting discs.
In 2003, a new series of ISO standards (ISO 4126 pts 1 to 7) started to be introduced to replace long-standing British and International standards covering bursting discs (BS 2915, ISO 6718 respectively). ISO 4126 is entitled
‘Safety Devices for Protection against Excessive Pressure’ and the seven parts are:
- Pt 1: Safety Valves (2nd ed)
- Pt 2: Bursting Disc Safety Devices
- Pt 3: Safety Valves and Bursting Devices in Combination
- Pt 4: Pilot-Operated Safety Valves
- Pt 5: Controlled Safety Pressure-Relief Systems
- Pt 6: Application, Selection and Installation of Bursting Disc Safety Devices
- Pt 7: Common Data
Parts 2 and 6 are directly applicable to bursting discs and present methods for calculating discharge flow rates through the disc. This figure can then be compared with the required discharge rate evaluated in a risk assessment. The calculations are separated into simple and complex systems.
Calculating discharge-flow-rate capacity of a bursting disc in a simple system is a relatively straightforward process that, due to the definitions of a simple system, assumes that the bursting disc is the controlling restriction to discharge. In a complex system, however, an iterative process is required in which a full analysis of the discharge pipework is undertaken to determine the pressure drops and flow resistances through the discharge pipework system.
The new ISO 4126 standards are recognised product standards that may be used to demonstrate compliance with the essential safety requirements of the Pressure Equipment Directive. Under the PED, bursting discs are classed as safety equipment and fall into Category IV, requiring the involvement of a government-notified body to review areas such as design and quality systems.
Burst pressure accuracy
The coarse control of the burst pressure is typically the choice of thickness and material type used for the disc membrane. However, as disc membrane materials (‘foils’) do not come in an infinite range of thickness in each of the material types required for chemical compatibility, manufacturers of bursting discs have developed techniques to fine-tune the burst pressure of a particular disc.
For example, developments in reverse-acting disc design aim to trigger a burst due to a collapse of shape, rather than reaching a limiting stress value of the foil. Coupled with the introduction of computer-controlled production equipment, this has enabled discs to be offered with a burst-pressure tolerance of ± 3%, a vast improve-ment on historical values of ±10-15 %.
During the filming of the high-speed video, a pressure transducer and data logger (set at 20 scans per second) were used to record the pressure profile. Figure 3 presents the results obtained from three reverse-acting, non-fragmenting Opti-Gard discs that featured a rated burst pressure of 200psi (15.2barg). The burst results of 15.2, 14.7 and 15.6barg were all within the specified 3% tolerance for this disc.

This increased accuracy can be used to deliver commercial benefits in addition to the obvious performance benefits. For example, it is not untypical for a plant to have one or two spare bursting discs in stores, waiting for an over-pressure event or a planned maintenance interval, at which point the in-service disc is removed and one of the spare discs used as a replacement.
Illustrated in Figure 4 is the situation of a process plant with two separate bursting discs specified at differing nominal burst pressure (discs A and B).

If a new disc C is specified with a tighter burst tolerance, it may be possible to replace both discs A and B, rationalising stock holding requirements and giving operational and cost benefits.
Plant control systems and staff increasingly demand remote indication of a disc burst event (not least due to the size of modern processing plants). A non-invasive burst detection system, based on magnetic field-sensing, has been introduced which is also ATEX approved for use in Zone 0. This replaces the older style of in-line membranes featuring wires/electrical circuits within the process pipe and the related problems with reliability.
Several benefits accrue from this advancement in burst detection. The known fragility of the membrane burst detectors has been eliminated with a mechanically robust detector. The operation of the detector can be checked while the process is running and simply requires the sensor to be unscrewed from the disc holder to increase the distance between sensor and magnet.
When a bursting disc operates as a result of an over-pressure event, eliminating the cause and replacing the disc quickly is of the utmost importance. The traditional approach to coping with these events is to purchase spare discs for each installation and retain them in stock on an ongoing basis, thus removing the need for fast deliveries from disc manufacturers.
As commercial pressures on process plants increase (due to a global shift towards low-production-cost geographic bases), operating expenses must be cut at every opportunity and the cost of stock is becoming significant. Not only does stock tie up cash, it incurs further operating costs as it has to be stored and physically protected and managed. Releasing cash by managing down the value of stock is a technique that process plants are beginning to adopt.
Advanced manufacturing methods for bursting discs bring significant reliability and lead time reduction to the manufacturing process. The industry has been historically used to lead times of 12-16 weeks, whereas discs are now regularly manufactured on a 2-week lead time. By reviewing bursting disc requirements across a plant and rationalising installations as shown in Figure 4, significant stock reductions can be made.
Through a combination of different disc designs, materials and sizes, virtually any burst pressure can now be catered for.
Dave Porter is Technical Director of Elfab. This article is based on a presentation given at an IMechE seminar on ‘The Design and Risk Associated with Pressure Relief in Chemical Plant Processes’.
