Towards a clearer process view
1 May 2010
Petrochemical and refinery operations are to the fore in advanced alarm management, Nick Denbow reports from a UK conference

Current pressure on oil refineries and petrochemical facilities is driving demand for better alarm management technologies, believes Robin Brooks, managing director of PPCL, the new name for Curvaceous Software. This, he said, is being led by the US after the Texas City explosion, numerous incidents since then investigated by the Chemical Safety Board, and calls for tighter OSHA regulation under the Obama administration.
“Process control alarm system procedures are under scrutiny’, Brooks told a recent conference for users of Curvaceous Software. This, he said, is increasing interest in products such as PPCL’s Visual Explorer CVE software for alarm rationalisation and management
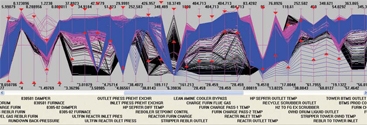
Brooks cited the use of the software at a refinery hydrodesulphurisation unit where operational performance data available from historians provides the profile of previous plant operations. A CVE display graph showed 178 process variables as recorded at five-minute intervals over three months of operation. This covered three different modes: standby; kerosene desulphurisation; and light gas oil desulphurisation.
Like most plants, the refinery had one set of alarm limits to cover all three modes, said Brooks. Engineers, he noted, tried to move some of the alarm limits to mark the operating limits of one plant mode, thus alarming undesired operation and so defining an economic operating envelope.
This, however, led to many standing alarms and a high annunciation rate, with 41 standing alarms in the standby mode and at least three at all times in other modes of operation. Alarm annunciations peak at 22 per hour, but are typically eight an hour.
For the operator to use the process monitoring alarms to tune the plant for best operation, for example in kerosene desulphurisation, the plant alarms needed to be defined for this operational mode only.
Moving the alarm limits to the edge of the in-spec product profile (see figure below) generated alarms whenever the process strayed into an area where previous data shows out-of-spec performance. Previously, the operators lacked this view of the operating envelope, and so had not realised the incorrect settings of the alarms that could flag up the poor performance.
Unacceptable alarm counts
Bringing the alarm limits in to the boundaries of the blue zone without improving and tuning the model-based controls led to unacceptably high standing alarm counts and annunciation rates, which can be seen in CVE, said Brooks.
Therefore, he explained, “Improvement of the plant operating controls in parallel with the tightening of alarm limits typically sets a medium-term plant process improvement programme in place for the operation. This was made possible by the new-found ability with CVE to literally ’see’ operating envelopes.”
A similar challenge had previously been faced by operators at Mallinckrodt Chemicals, where some CVE alarm limits that triggered a pump shut-down were adjusted to be tighter within the normal operational limits, to see whether they would be able to learn how to control the plant to a different style. Operators at the company’s para-aminophenol process soon learned how to operate within these new tighter limits, the PPCL conference heard. The operators were reportedly partly encouraged by a desire to avoid going out into the cold and rain to the field-mounted pump starters.
Return to Process Engineering home page
